Plastics mold shrinkage refers to the percentage of the difference between the size of the plastic part at the molding temperature and the size after it is taken out of the mold and cooled to room temperature. It is a characteristic of thermoplastics that they expand after heating and shrink after cooling, and of course their volume will shrink after being pressed. During the plastic injection molding process, the molten plastic is first injected into the mold cavity. After the cavity is filled up, the melt cools down and solidifies. When the plastic part is ejected out from the mold, shrinkage occurs. This shrinkage is referred to as molding shrinkage. Within a certain period of time from the plastic part is taken out from the mold to it stabilizes, its size will still change slightly. One change is continuous shrinking, referred to as post shrinkage. Another change is that some hygroscopic plastics expand due to moisture absorption. For example, when nylon 610 absorbs 3% of water content, its size increases by 2%; when the glass fiber reinforced nylon 66 absorbs a water content of 40%, its size increases by 0.3%. However, molding shrinkage is the main factor that influences plastic mold shrinkage.
Currently, the method stipulated in the German standard DIN16901 is usually recommended for determining the shrinkage of various plastics (molding shrinkage + post shrinkage), i.e., the difference between the size of the mold cavity at 23°C ± 0.1°C and the size of the corresponding plastic part measured at the temperature of 23°C and the relative humidity of 50 ± 5%, which is calculated after the part is put aside 24 hours after molding.
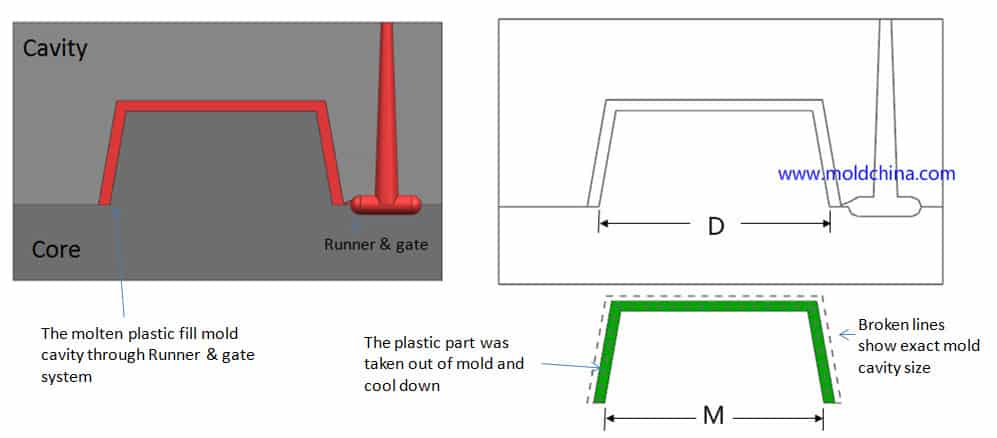
Plastic mold shrinkage rate (S) is expressed by the following formula:
S={(D-M)/D}×100% (1)
Wherein:
S = Shrinkage Rate;
D = Mold Dimensions;
M = Measurements of the Plastic Part.
If the plastic part measurements and material shrinkage are known, the mold cavity is accordingly calculated as D = M / (1-S).
However, when determining the plastics mold shrinkage rate, since the actual shrinkage is influenced by many factors, only approximate values can be used. Therefore, the calculation of the cavity size using formula also basically meets the requirements. When making a mold, the cavity is machined according to the lower deviation, and the core according to the upper deviation, so that it can be properly modified when necessary.
The main reason why it is difficult to accurately measure the shrinkage is that the rate of various plastics is not a fixed value but a range, because the shrinkage of the same material produced by different manufacturers is not always the same, even different batch materials produced by the same manufacturer have different shrinkage rates. Therefore, each manufacturer can only provide the user with a shrinkage range for the plastics produced by the plant. Secondly, the actual plastics mold shrinkage during the injection molding process is also affected by such factors as the shape of the plastic part, the mold structure and the molding conditions.
These factors influence to plastic mold shrinkage are described below.
Product Shape
With regard to a thick-walled molded product, usually a thicker wall requires a longer cooling time, so the shrinkage is also higher. For ordinary plastic parts, when the difference between L (length, measurement along the melt flow direction) and W (width, measurement perpendicular to the melt flow direction) is high, the difference in shrinkage will also be high.
From the perspective of melt flow distance, the pressure loss in the area far from the gate is high, so the shrinkage in the area is also greater than that in areas close the gate. Shapes such as ribs, holes, bosses, and engraving are resistant to shrinkage, so the shrinkage in these parts is smaller.
Mold Structure
Gate type also has an effect on shrinkage. When a small gate is used, the shrinkage of the plastic part is increased because the gate is solidified before pressure holding ends.
The cooling channel structure of a plastic injection mold also plays a key role in mold design. If the cooling channel is not properly designed, shrinkage difference will occur due to the uneven temperature throughout the plastic part. As a result, the plastic part will be out of tolerance or deformed. For a thin-walled product, the influence of mold temperature on plastic shrinkage is more obvious.
Molding Conditions
Barrel Temperature: When the barrel temperature (plastic temperature) is high, the pressure is better transferred to reduce shrinkage force. However, when a small gate is adopted, the shrinkage will remain high due to the early solidification of the gate. For a thick-walled plastic product, the shrinkage is always high even when the barrel temperature is high.
Compensational Filling: Under molding conditions, minimize the compensational filling to keep the dimensions of the plastic part stable. However, insufficient filling will not be able to maintain pressure, and thus cause increased shrinkage.
Injection Pressure: Injection pressure is a factor that has a high impact on plastic shrinkage, especially the post-injection holding pressure. Generally speaking, when the pressure is high, the shrinkage tends to be lower due to the higher density of the material.
Injection Speed: Injection speed exerts little impact on shrinkage. However, if the product wall is thin, the gate is small, or when reinforced materials are used, the injection speed will increase to reduce the shrinkage.
Mold Temperature: Shrinkage is usually greater at higher mold temperatures. However, for thin-walled plastic products, the higher the mold temperature, the lower the resistance of the melt flow, leading to a lower plastic mold shrinkage rate.
Molding Cycle: There is no direct relationship between molding cycle and shrinkage. However, it should be noted that when molding cycle is accelerated, mold and melt temperatures will inevitably change, which accordingly influences the change in shrinkage rate.
Below is the common plastic mold shrinakge rate chart.
| Name Abbr. | Resin plastic name | Glass Fiber(%) | Density (g/cm) | Shrinkage % | |
| 1 | ABS | AcrylonitriteButadiene Styrene | / | 1.05 | 0.5% |
| 2 | ABS+10%GF | AcrylonitriteButadiene Styrene+10% Glass Fiber | 10%GF | 1.16 | 0.4% |
| 3 | ABS+20%GF | AcrylonitriteButadiene Styrene+20% Glass Fiber | 20%GF | 1.24 | 0.3% |
| 4 | ABS+30%GF | AcrylonitriteButadiene Styrene+20% Glass Fiber | 30%GF | 1.31 | 0.3% |
| 5 | PC | Polycarbonate | / | 1.20 | 0.6% |
| 6 | PC+10%GF | Polycarbonate+10% Glass Fiber | 10%GF | 1.26 | 0.5% |
| 7 | PC+20%GF | Polycarbonate+20% Glass Fiber | 20%GF | 1.27 | 0.4% |
| 8 | PC+30%GF | Polycarbonate+30% Glass Fiber | 30%GF | 1.30 | 0.3% |
| 9 | PC+ABS | Polycarbonate+AcrylonitriteButadiene Styrene | / | 1.15 | 0.5% |
| 10 | AS | Acrylonitrite Styrene | / | 1.07 | 0.6% |
| 11 | PMMA | Polymethyl Methacrylate (Acrylic) | / | 1.18 | 0.4% |
| 12 | POM | Polyacetel | / | 1.42 | 2% |
| 13 | PA66 | Polyamide-66 | / | 1.16 | 1.3% |
| 14 | PA66+10%GF | Polyamide-66+10% Glass Fiber | 10%GF | 1.4 | 0.6% |
| 15 | PA66+20%GF | Polyamide-66+20% Glass Fiber | 20%GF | 1.41 | 0.5% |
| 16 | PA66+30% GF | Polyamide-66+30% Glass Fiber | 30%GF | 1.52 | 0.45% |
| 17 | PA6 | Polyamide-6 | / | 1.15 | 0.8% |
| 18 | PBT | Poly(Butylene Terephthalate) | / | 1.38 | 1.5% |
| 19 | PBT+10% GF | Poly(Butylene Terephthalate)+10% Glass Fiber | 10%GF | 1.60 | 0.7% |
| 20 | PBT+20% GF | Poly(Butylene Terephthalate)+20% Glass Fiber | 20%GF | 1.60 | 0.6% |
| 21 | PBT+30% GF | Poly(Butylene Terephthalate)+30% Glass Fiber | 30%GF | 1.66 | 0.5% |
| 22 | PP | Polypropylene | / | 0.91 | 1.5% |
| 23 | HH PP | High Heat Polypropylene | / | 1.12 | 1.0% |
| 24 | PP FR | Flame Retarded Polypropylene | / | 0.95 | 1.4% |
| 25 | Soft PVC | Polyvinyl Chloride Plasticized | / | 1.35 | 1.5% |
| 26 | LDPE | Low Density Polyethylene | / | 0.93 | 2% |
| 27 | HDPE | High Density Polyethylene | / | 0.98 | 3% |
| 28 | TPE | Polyester Thermoplastic Elastomer | / | 0.92 | 1.5% |
| 29 | PPS | Polyphenylene Sulfide | / | 1.67 | 0.25% |
| 30 | LCP | Liquid Crystal Polymer | / | 1.70 | 0.02% |
| 31 | TPU | Thermplastic Polyurethane | / | 1.24 | 1.2% |