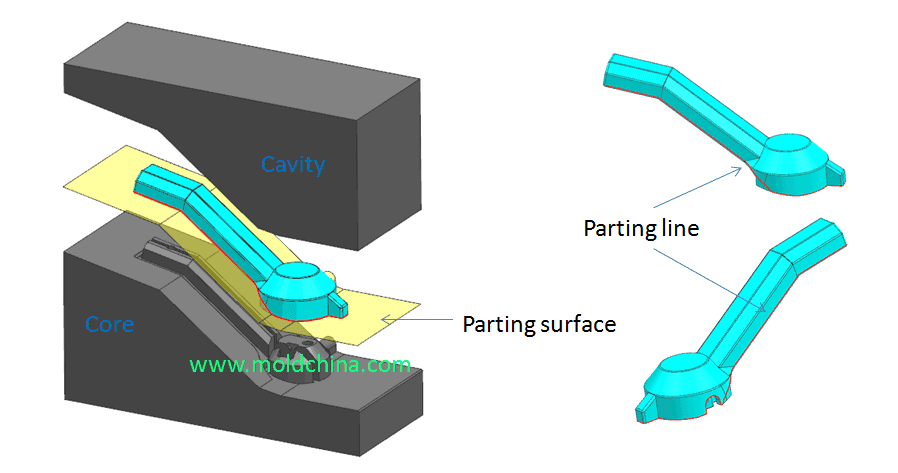
Definition & representation of parting surface
Generally speaking, all molds are composed of two parts, the core and the cavity, while the parting surface is where the two meet when the mold is closed, or the surface that splits the workpieces or mold components in the mold. it will cause a witness line on the surface of plastic injection molded parts,we call it parting line
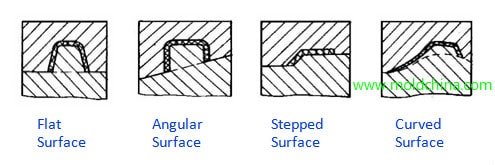
Types of parting surface
Some molds have only one parting surface,some have several parting surface,when a mold have two or more than two parting surface.The parting surface which allow parts to be taken out of the mold,is called main parting surface.others are auxiliary parting surface.the basic types of parting surface are as below:
Principles of Parting Surface Selection
1. Helpful for Mold Release
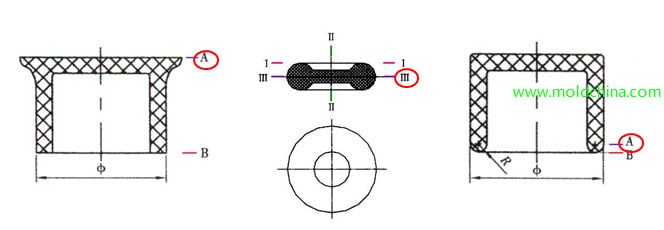
Parting line should be located at the largest section of a plastic part ,it is the basic concept to ensure the plastic part can be released in the mold.
2.Help Ensure Product quality(appearance and precision)
Parting line selection should meet the requirements for product surface requirement. normally customer will not allow the witness line occur on the visual surface of product.Moreover,if the mold do not fit very well,small flash or burrs on the edge will not affect part function and appearnace very much.
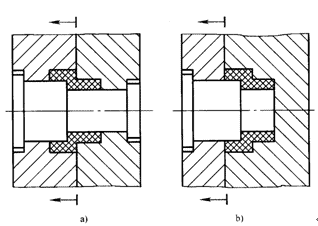
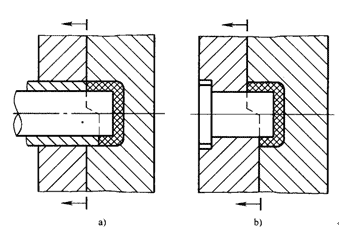
When you have a very high requirement on concentricity,try to make all relative dimmension on the same mold component.Option “b” is a better choice.
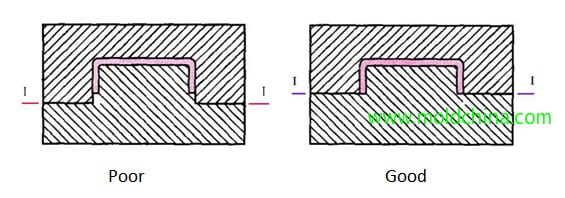
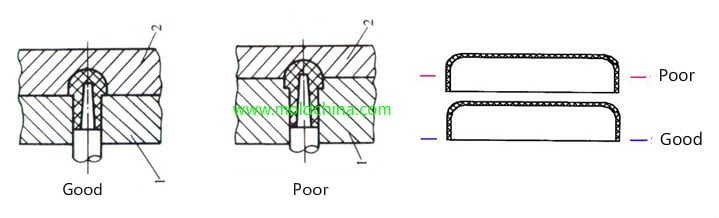
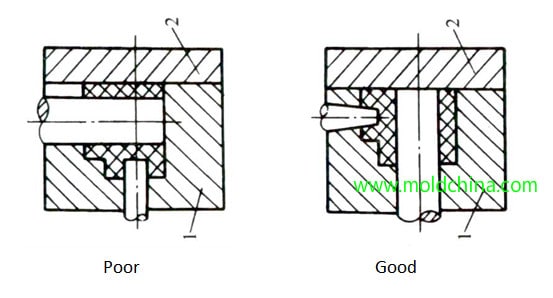
The location of the parting surface should be conducive to mold venting,it will avoid burn marks and air trap during injection molding production.
3.Help Simplify Mold Structure
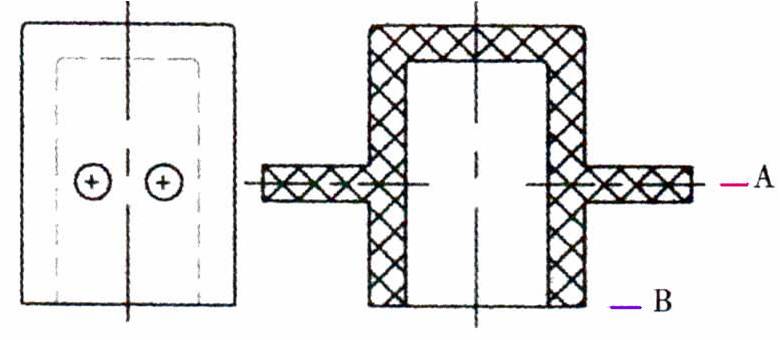
“A” is better choice,try to avoid side parting or lifters.
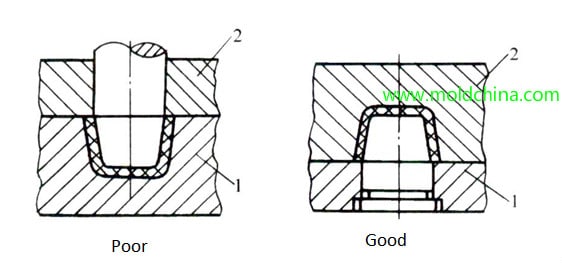
Try to keep the plastic part on core side,because norammly the ejecting system are on the core side,when the mold open,the ejecting system can push the plastic part out of the mold.or it will cause parts stick to cavity side because of plastic shrinking.
When a plastic part is designed with side openings or undercuts ,make sure big core in mold open direction,because the clamping force of injection machines is much bigger than side mechanism of mold.
4.Helpful for of machining of mold components
Choosing stepped parting surface will be helpful for core components machining.